Spezial-Material
TPU Spezial-Wissen
Warum dieses flexible Material besonders ist – für Kunden & Maker.
Für Auftraggeber & Kunden
Wir verwenden standardmäßig TPU mit Shore-Härte 95A (Mittelhart). Ideal, wenn Teile in der Werkstatt, am Fahrzeug oder im Outdoor-Bereich wirklich etwas aushalten müssen. Es basiert auf der Overture High-Speed Formel und bietet exzellente Beständigkeit gegen Öle, Fette und mechanische Belastungen (Schlagzähigkeit).
Nutzen & Einsatz
- Vorteile: Extrem abriebfest, ölbeständig, kälteflexibel.
- Typische Teile: Schutzgehäuse, Vibrationsdämpfer, Dichtungen, Outdoor-Werkzeuge.
Gefertigt in der Warenschmiede Donaueschingen – Prozesssicherheit durch Dokumentation.
TPU-Projekt jetzt anfragen Auch Kleinserien und Einzelstücke möglich.Unsere "Manufaktur-Qualität"
Langsam & Dicht
Viele Druckdienste setzen auf "High-Speed", doch bei TPU bedeutet langsameres Drucken maximale Schichtverschmelzung. Wir drucken bewusst langsam, damit die Schichten möglichst vollständig verschmolzen sind. Das Ergebnis: Sehr hohe Dichtigkeit und extrem belastbare Bauteile.
Innere Werte (Gyroid)
Wir nutzen standardmäßig Gyroid-Infill. Diese wellenförmige Innenstruktur sorgt für eine isotrope Belastung – das Teil ist in alle Richtungen gleichmäßig belastbar und flexibel.
Aktive Trocknung
TPU zieht Wasser wie ein Schwamm. Wir trocknen jedes Filament 24 Stunden aktiv vor, um "Popping" (Dampfblasen) zu verhindern. Nur so entsteht eine makellos glatte Oberfläche und maximale innere Bindung.
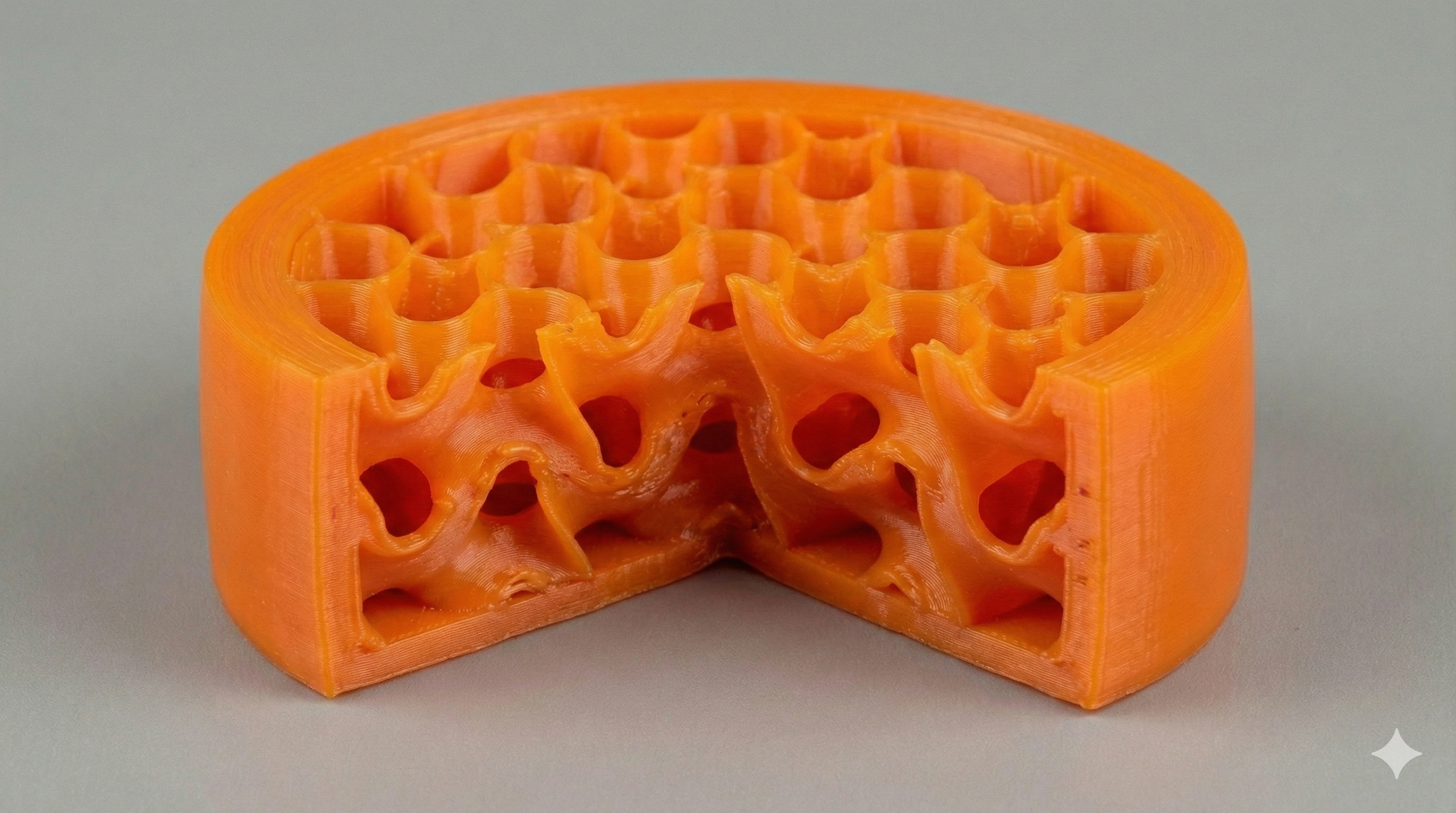
Der innere Aufbau: 10% Gyroid-Füllung mit 3 massiven Außenwänden.

Das Ergebnis: Maximale Stabilität bei voller Flexibilität.
Für Maker & Selber-Drucker
Du willst TPU selbst drucken? Hier sind meine persönlichen Tipps aus der Praxis. (Wir sind per Du 👋)
Die Spaghetti-Analogie
Stell dir vor, du versuchst, eine gekochte Spaghetti durch einen Strohhalm zu schieben. Genau so verhält sich TPU im Bowden-Extruder. Es staucht sich, weicht aus und verklemmt.
Lösung: Der Weg vom Extruder zur Düse muss so kurz und eng geführt wie möglich sein (Direct Drive ist King!).
Trocknen ist Pflicht!
Glaube nicht den Herstellerangaben. Overture sagt ">8h bei 65°C". In der Praxis bei der Warenschmiede trocknen wir oft 24h. Wenn es beim Drucken knistert ("Popping"), ist es zu feucht.
Stabilität & Wände
- Wandstärke geht vor Infill: Die Faustformel lautet: 3-4 Wandlinien bringen mehr Stabilität als eine Erhöhung des Infills.
- Height Range Modifiers: Nutze im Slicer (z.B. Bambu Studio) Modifikatoren, um an kritischen Stellen (wie Schraublöchern) mit 100% Infill zu drucken, während der Rest flexibel bleibt.
Geschwindigkeit & Flow
- Volumetric Flow begrenzen: Lass dich nicht vom High-Speed-Marketing blenden. Begrenze den Fluss auf 2-4 mm³/s (für saubere, reproduzierbare Ergebnisse; höhere Werte nur für Speed-Experimente) für beste Qualität.
- Small Perimeters: Drucke kleine Details und Löcher extrem langsam, um eine saubere Kontur zu gewährleisten.
No-Gos (Vermeiden!)
- Ironing (Glätten): Bei TPU ausschalten! Es verändert die Oberfläche oft optisch nachteilig.
- Retract (Rückzug): So gering wie möglich halten (0.5 - 1.0mm bei Direct Drive), um Verstopfungen im Hotend zu vermeiden.
Keine Lust auf Feintuning? Ich drucke deine TPU-Teile auch gerne für dich als Dienstleistung.